If you’ve ever bought die cast parts before, you already know this: the mold is everything.
You can have the best alloy, the fastest machine, the most experienced operator – but if the tooling is wrong, nothing else matters. Parts come out with porosity, they warp, they stick, or they just look ugly. And suddenly your production line is down and your CFO is asking questions.
So let’s skip the textbook stuff. Here’s what you actually need to know about die casting tooling – from someone who builds molds every day.
First, what exactly is a die casting mold?
It’s a steel tool cut into two halves. You clamp them together, shoot molten metal in under high pressure, let it cool, open it up, and pop the part out. Do that thousands of times.
Sounds simple. But making a mold that runs reliably for 50,000 or 100,000 shots? That takes real engineering.
The steel has to be hard enough not to crack from thermal shock, but not so brittle that it breaks. The cooling lines have to be placed so the part solidifies evenly – otherwise it warps. The gate needs to let metal in fast but without turbulence, because turbulence creates air bubbles (porosity). And nobody wants to explain to a customer why their “precision component” has holes inside.

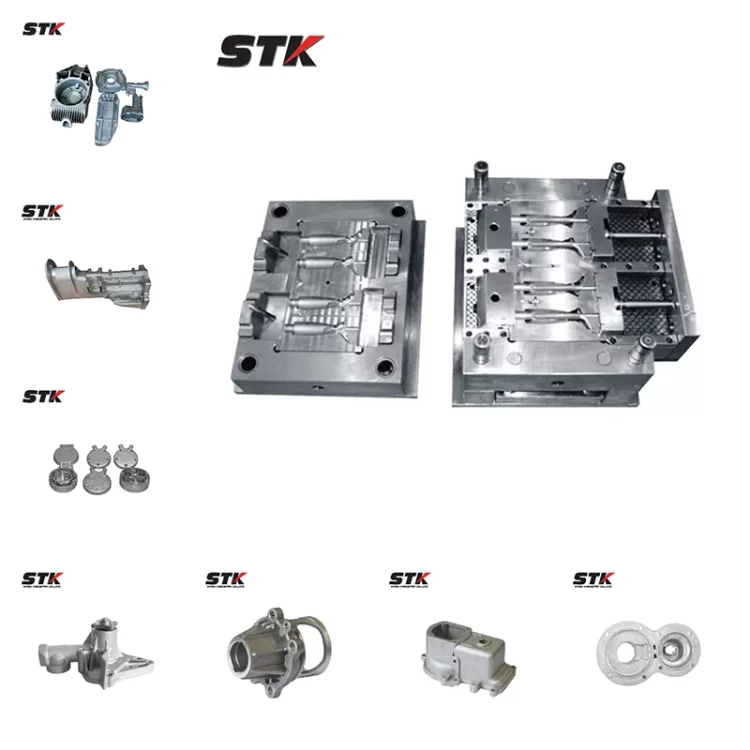
Die casting mold making service
Types of molds – and which one actually makes sense for you
Some mold shops will try to sell you a multi‑cavity mold right away because it makes them more money per cycle. But here’s the truth:
-
Single‑cavity mold – one part per shot. Best for big, complex parts or low volumes. Tooling cost is higher per part, but you don’t over‑invest upfront.
-
Multi‑cavity mold – two, four, even eight parts per shot. Lower unit cost, but higher tooling price. Only worth it if your annual volume is really there. I’ve seen too many buyers spend $30k on a 4‑cavity mold then only run 10k parts per year. That math doesn’t work.
-
Family mold – different parts in one shot. Good if you have a small assembly. Bad if one cavity wears out faster than the others – then the whole mold becomes a headache.
My advice: be honest about your forecast. A good die casting manufacture will help you pick the right cavity count, not upsell you.
What makes a mold good – or terrible
Over the years, I’ve seen molds that ran for a decade and molds that cracked before the first shift ended. The difference usually comes down to four things.
1. Steel grade and heat treatment
Most aluminum molds use H13 tool steel. But not all H13 is the same. Cheap H13 from a no‑name mill might have impurities. And heat treatment? That’s where shortcuts happen. A proper vacuum heat treatment with tempering records costs money, but it’s the difference between 30k shots and 100k shots. Always ask for heat treatment certificates. If the die casting factory hesitates, walk away.
2. Cooling design
Old‑school molds just drill straight water lines. Modern die casting tooling uses conformal cooling – curved channels that follow the part shape. It costs more to machine, but cycle time drops and part quality goes up. For high‑volume automotive or electronics parts, conformal cooling pays for itself in months.
3. Venting and overflow
Air gets trapped when metal shoots in fast. Without proper vents and overflow wells, you get blowholes and surface blisters. A well‑designed mold has vents at the last points to fill. It’s not glamorous, but it’s essential.
4. Draft angle
Every vertical wall needs a slight taper – usually 1 to 3 degrees – so the part releases cleanly. Some part designers forget this. Then the part sticks, ejector pins leave marks, and everyone argues about who’s at fault. Get the draft right in the CAD stage.
How a mold is actually built – step by step (the real version)
Here’s what happens when you order die casting tooling from a real die casting manufacture like ours.
Step 1 – Design review.
We look at your part drawing. We call out things like “this wall is too thin for our machine” or “add a radius here or the mold will crack.” Good feedback at this stage saves weeks later.
Step 2 – 3D modeling and flow simulation.
We build the mold in CAD. Then we run simulation software to see how the metal fills. No simulation? That’s a red flag. They’re guessing.
Step 3 – CNC machining.
Rough and finish cutting of the mold halves. 5‑axis CNC if the geometry is complex. We run eight CNC machines just for mold work.
Step 4 – EDM for the tricky details.
Deep ribs, sharp inside corners – CNC can’t always reach. That’s what EDM is for. Burning the shape with a graphite electrode.
Step 5 – Heat treatment.
Vacuum furnace, hardness to 48‑52 HRC. We keep a log of every batch.
Step 6 – Hand finishing and assembly.
Polishing the cavity, fitting ejector pins, installing cooling lines. This step is more art than science. Our toolmakers have 15+ years average.
Step 7 – Trial run (sampling).
We mount the mold on a die casting machine, run a few hundred shots, measure everything, send you samples. If something’s off, we adjust. Sometimes we run two or three trials before it’s perfect.
Lead time: Usually 30 to 45 days. Faster if you pay rush fees. Slower if the design is a nightmare. We’ll tell you straight.

ISO9001 – why it actually matters for mold making
Some suppliers treat ISO9001 as a sticker on the wall. But if a die casting factory uses it right, it means every step is traceable.
-
Steel certs from the mill.
-
In‑process inspection reports (CMM check after CNC).
-
Heat treatment time and temperature logs.
-
Trial run parameters recorded.
We got ISO9001 in our first year of operation. Not because we had to – because we wanted to start right. No old habits, no “we’ve always done it this way.” Just clean, documented processes.

ZINC DIE CASTING MOLD, ZINC DIE CASTING TOOLING
ZINC DIE CASTING MOLD MANUFACTURE, ZINC DIE CASTING TOOLING MANUFACTURE
What CEOs and procurement teams should ask before buying a mold
You’re not just buying a piece of steel. You’re buying a production tool that will run for years. Ask these five questions.
1. “Do you design molds in‑house or send them out?”
If they outsource design, you’ll have two layers of communication. When something needs changing, it takes forever. In‑house means faster answers.
2. “What’s your typical mold life?”
For aluminum, 50k to 100k shots is normal with maintenance. If they say 200k, ask for proof.
3. “What happens if the first samples don’t pass?”
Good suppliers include two or three adjustment rounds in the tooling price. Bad suppliers charge you for every change. Clarify this upfront.
4. “Does the mold fit my specific machine?”
This sounds obvious, but it gets missed. Every die casting machine has different tie bar spacing, shot end size, and ejection stroke. We always ask for your machine model before designing.
5. “Can you ship spare parts later?”
Ejector pins and cooling fittings wear out. A supplier that stocks spares for your mold is a keeper.
Why our new aluminum die casting factory is different
We’re new. Some buyers see that as a risk. We see it as an advantage – here’s why.
-
Everything is fresh. Our CNC machines, die casting presses (160T to 800T), and CMM inspection equipment were installed in the last 18 months. No worn‑out second‑hand machines that break down twice a month.
-
We build our own molds. That means we control quality and lead time. No waiting for a third‑party mold shop to finish their backlog.
-
ISO9001 from day one. No legacy shortcuts. No “we’ll fix the paperwork later.” It’s already in place.
-
We actually answer emails. Seriously. You’ll talk to our engineers, not a salesperson who reads from a script.
-
Pricing is lean. We’re building a reputation. That means we compete on value, not on milking every customer.
We already produce aluminum parts for LED lighting, power tools, automotive sensors, and industrial housings. And we take custom mold orders – even if you plan to run production elsewhere.

Die Casting Mold, Die Casting Tooling

Die Casting Mold Manufacture, Die Casting Tooling Manufacture
Final takeaway
A good mold costs real money. A cheap mold costs even more in scrap, downtime, and customer complaints.
If you’re a procurement manager or a CEO looking for a die casting manufacture that builds die casting tooling in‑house, has ISO9001, and won’t disappear after the deposit – let’s talk.
We’ll review your part drawing. Give you an honest lead time. Quote a fair price. And if we can’t help, we’ll tell you that too.
Ready to start your die casting tooling project?
Drop us a line. We’ll get on a call, share samples, or send you a reference list. No chatbots. No automated replies. Just real people who know aluminum.
📍 Our die casting factory - Sitck Industry.,Co Ltd
New aluminum die casting & mold making facility | ISO9001 certified
① In‑house die casting tooling design and manufacturing
② 160T – 800T die casting machines
③ CMM + 48h salt spray + material certs
④ Global shipping
📧 [Contact@stickindustry.com] | 🌐 [www.zamakdiecasting.com]
Send your 3D drawing for a prompt review